
HOME > 其他产品
其他产品
手柄研磨角V

| 代码NO. 标准型 | 用途 | 粒度 | 柄色 |
|---|---|---|---|
| NH2440 | 粗加工用 | #240 | 红 色 |
| NH3240 | 中等加工用 | #320 | 兰 色 |
| NH4040 | 精加工用 | #400 | 黄 色 |
| NH6040 | 超精加工用 | #600 | 绿 色 |
刀刃的研磨
1. 超硬车刀的刀刃,即使认真研磨后,在显微镜下观察,经常会发现仍有锯齿形刀口。
刀口的锯齿一经断落,立即造成刀口崩残,至使刀刃磨耗和损伤。如用手柄研磨角V(NHL-V),对用磨床磨过的刀刃再进行一次加工,打平凹凸部分,则形成平滑的刀刃。
2. 特别是在切削钢材时,刃棱要取45°,约0.1〜0.2m/m 的倒角,打平棱角以防崩刃,则可明显延长车刀寿命。
3. 最适于打磨车刀刀刃R、铸件剔刺和处理刀口切刃R。
4. 是研磨精密钻刀( Fine Boring Bite )、螺杆和剔刺刀刃抛光的必备品。
保护刀刃的完整
从研磨工具库取出的切削工具,携入车间后,刀刃是否完整无损地保存着呢?
第一次打磨作业结束后,第二次带入车间之前,要检验一下刀刃的损伤程度。
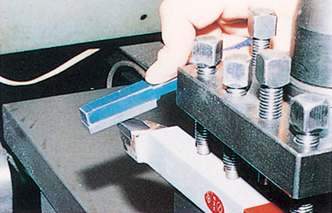
刀具装上工作台后,每人都要用手柄研磨角V(NHL-V)打磨一下,这样可保证其良好的切削功能,
节省重复研磨时间,使车刀寿命延长数倍。特别是安装刀具花时间的全自动车床,尤为重要。
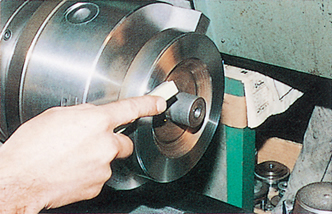
工作工具、金属模的处理
手柄研磨角V(NHL-V)可高精度地研磨特殊工具钢,高速钢及模具钢等,简单、经济,并可一举解决以往诸种缺陷。
使用注意事项
① 研磨时多加轻油。 ② 不要磨偏和出凹陷。 ③ 发现迷孔走偏时,可用GC磨石(#80〜#100)进行修正。
④ 和其它类似产品的不同点,在于经高强度研磨后,不影响其使用性能。
1. 超硬车刀的刀刃,即使认真研磨后,在显微镜下观察,经常会发现仍有锯齿形刀口。
刀口的锯齿一经断落,立即造成刀口崩残,至使刀刃磨耗和损伤。如用手柄研磨角V(NHL-V),对用磨床磨过的刀刃再进行一次加工,打平凹凸部分,则形成平滑的刀刃。
2. 特别是在切削钢材时,刃棱要取45°,约0.1〜0.2m/m 的倒角,打平棱角以防崩刃,则可明显延长车刀寿命。
3. 最适于打磨车刀刀刃R、铸件剔刺和处理刀口切刃R。
4. 是研磨精密钻刀( Fine Boring Bite )、螺杆和剔刺刀刃抛光的必备品。
保护刀刃的完整
从研磨工具库取出的切削工具,携入车间后,刀刃是否完整无损地保存着呢?
第一次打磨作业结束后,第二次带入车间之前,要检验一下刀刃的损伤程度。
刀具装上工作台后,每人都要用手柄研磨角V(NHL-V)打磨一下,这样可保证其良好的切削功能,
节省重复研磨时间,使车刀寿命延长数倍。特别是安装刀具花时间的全自动车床,尤为重要。
工作工具、金属模的处理
手柄研磨角V(NHL-V)可高精度地研磨特殊工具钢,高速钢及模具钢等,简单、经济,并可一举解决以往诸种缺陷。
| ●原材料系硼碳化合物,故能研磨所有金属及超硬物质。 |
●人手一份,若不随时使用,便失去手柄研磨角V(NHL-V)的意义。 |
| ●经济价廉。工人可人手一份。 | ●如用作高速钢车刀,其效率可高出油石的10倍 |
| 手柄研磨角V(NHL-V)保护贵重工具的刀刃 | 手柄研磨角V(NHL-V)对铸件起整型作用 |
| 手柄研磨角V(NHL-V)提高工作工具的精密度 | 手柄研磨角V(NHL-V)最适于加工玻璃和陶瓷器 |
使用注意事项
① 研磨时多加轻油。 ② 不要磨偏和出凹陷。 ③ 发现迷孔走偏时,可用GC磨石(#80〜#100)进行修正。
④ 和其它类似产品的不同点,在于经高强度研磨后,不影响其使用性能。
 |
 |
| ●结构资料如有更改,恕不另行通知。严禁转载 | |
ダイヤモンドペースト

| 代码NO. | 用 途 | (μ) | (#) | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CP005 CP010 CP015 |
鏡面用 |
|
20000 15000 10000 |
||||||||||||||||||
| CP020 CP030 |
超精密用 |
|
8000 5000 |
||||||||||||||||||
| CP050 CP060 CP080 CP090 |
精密用 |
|
3000 2500 2000 1800 |
||||||||||||||||||
| CP100 CP140 CP160 |
中等用 |
|
1500 1200 1000 |
||||||||||||||||||
| CP200 CP280 CP370 CP440 CP700 CP900 |
粗槽用 |
|
800 600 400 325 230 170 |
金刚石手用油石
超硬锉刀深受工具、金属模具、精密冶金加工等各行各业的使用
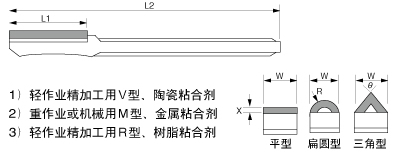
| 代码NO. | 型 | L1 | W | R | θ | X |
|---|---|---|---|---|---|---|
| HS2031 | 平 | 20 | 3 | 1 | ||
| HS2051 | 平 | 20 | 5 | 1 | ||
| HS3071 | 平 | 35 | 7 | 1 | ||
| HS4051 | 平 | 40 | 5 | 1 | ||
| HS4101 | 平 | 40 | 10 | 1 | ||
| HS406R | 扁圆 | 40 | 6 | 3 | 1 | |
| HS406T | 三角 | 40 | 6 | 60° | 1 |