
HOME > ダイヤモンドホイール&CBNホイール
ダイヤモンドホイール&CBNホイール
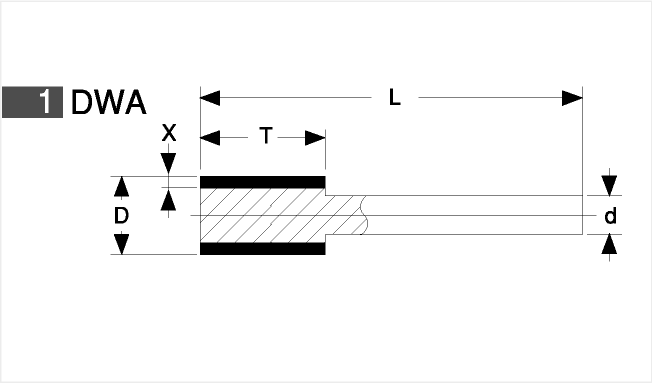
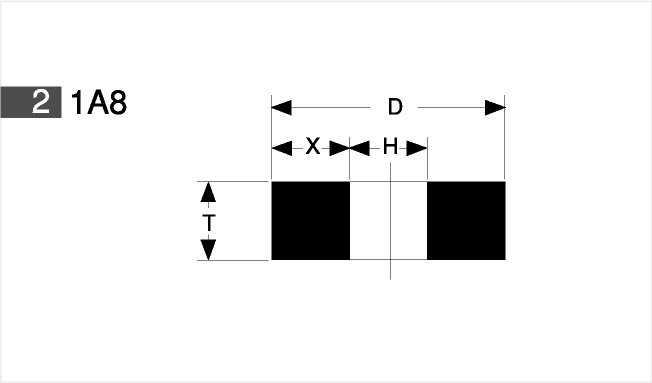
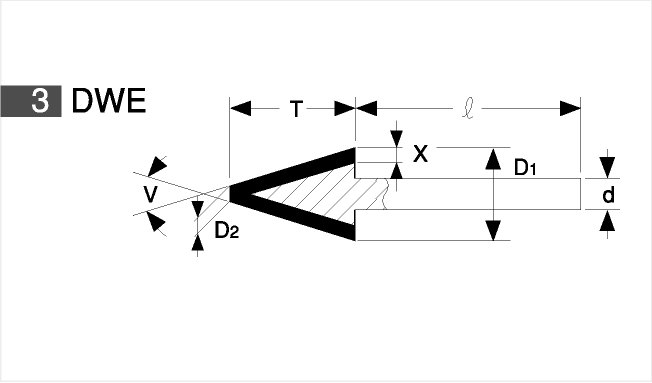
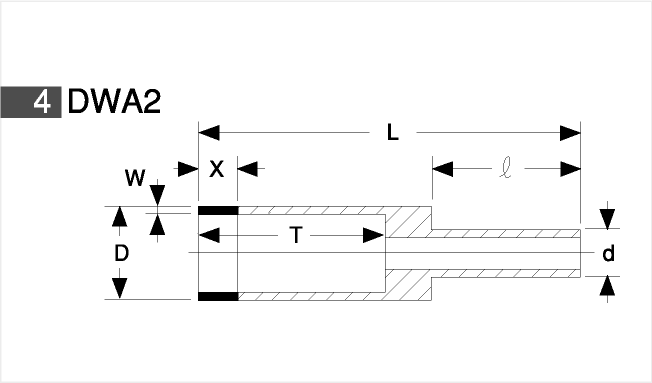
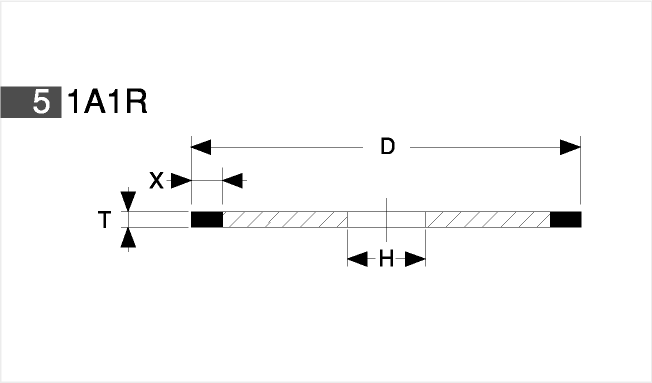
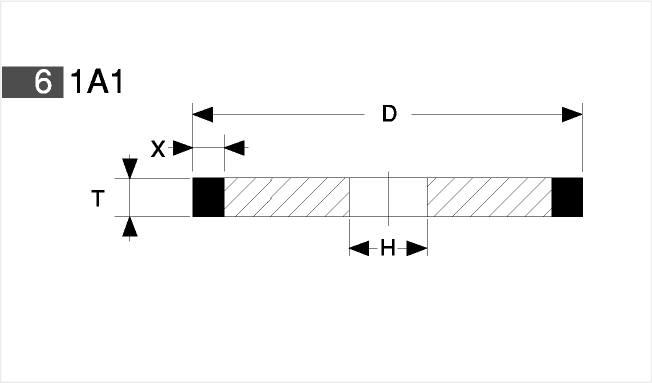
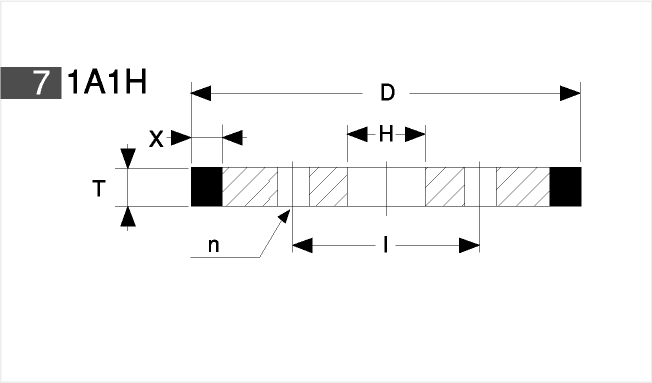
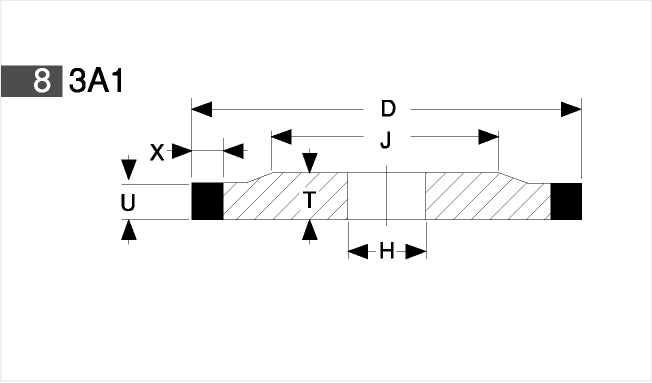
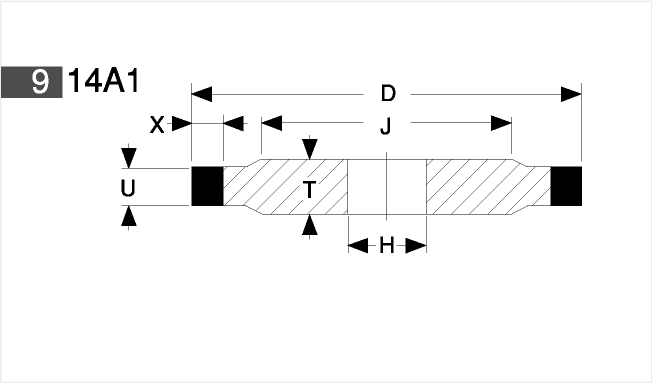
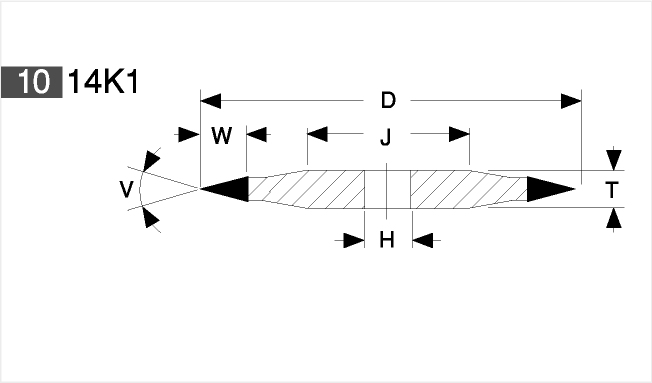
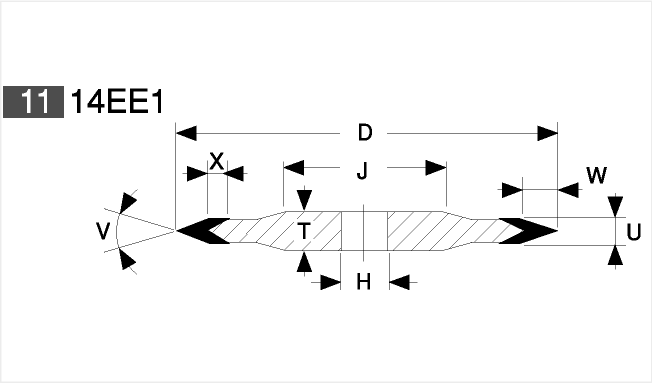
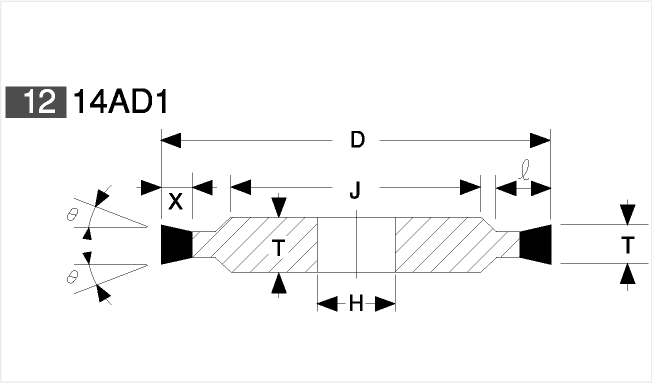
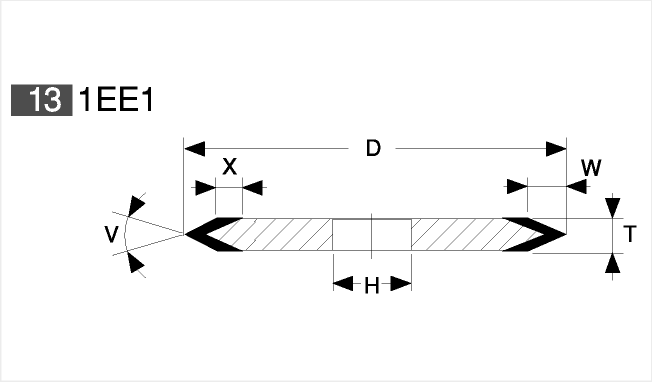
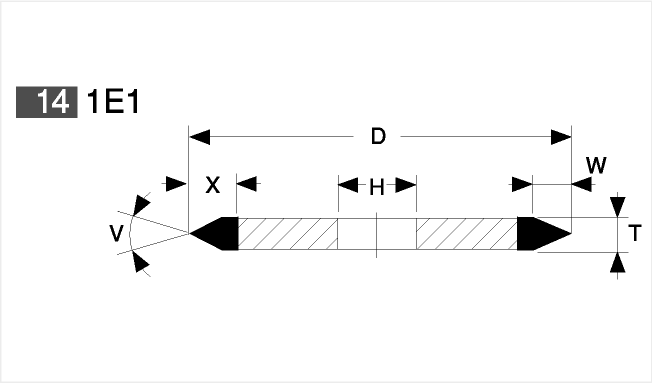
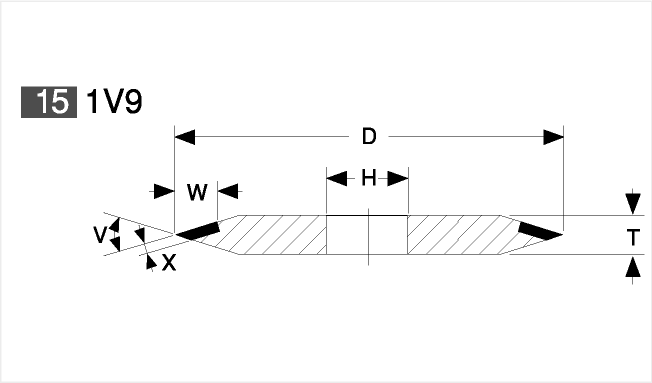
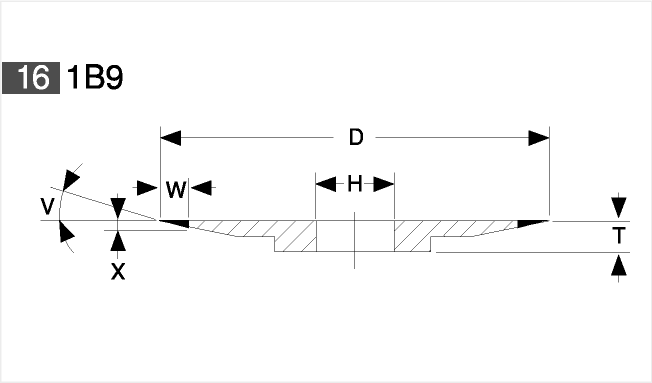
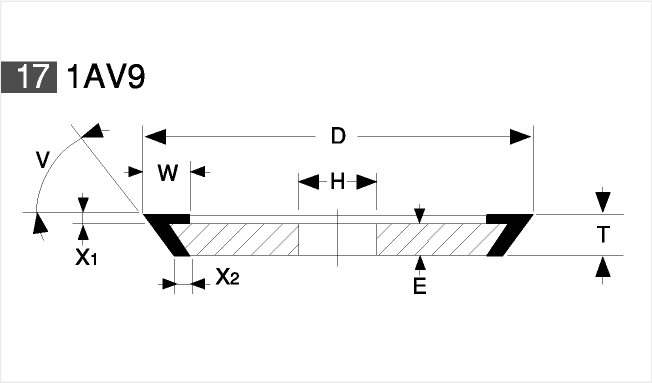
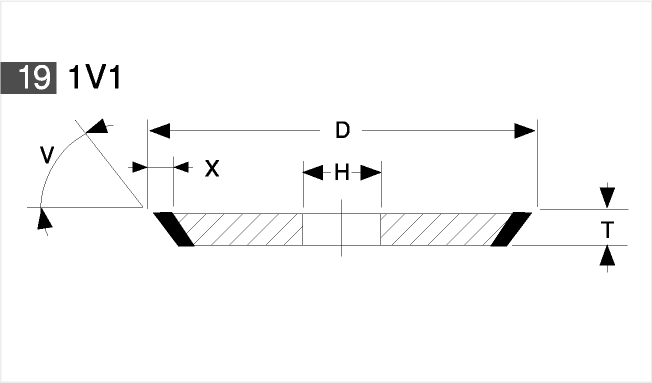
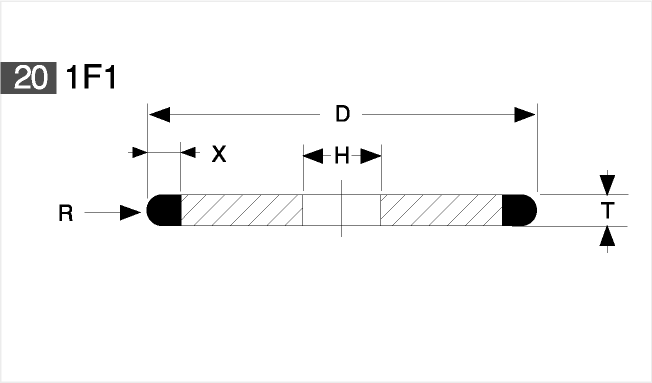
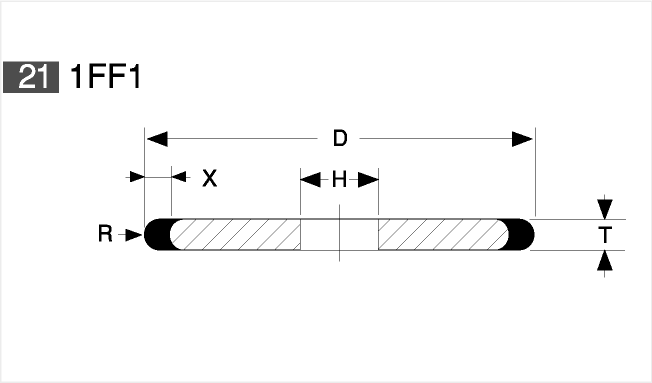
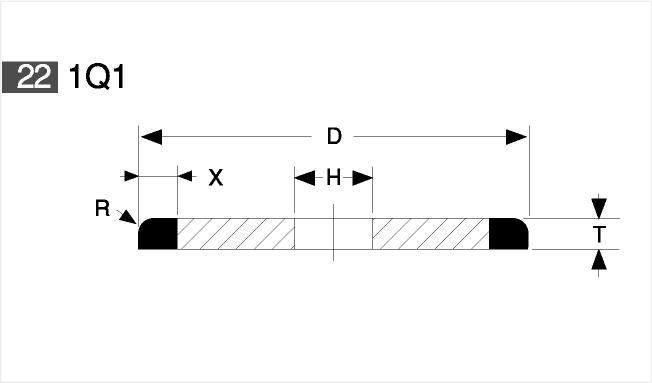
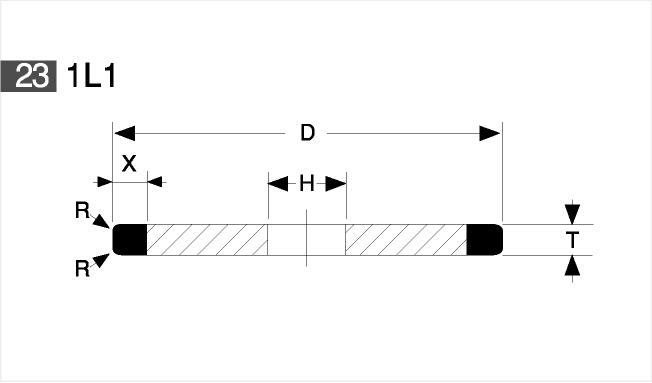
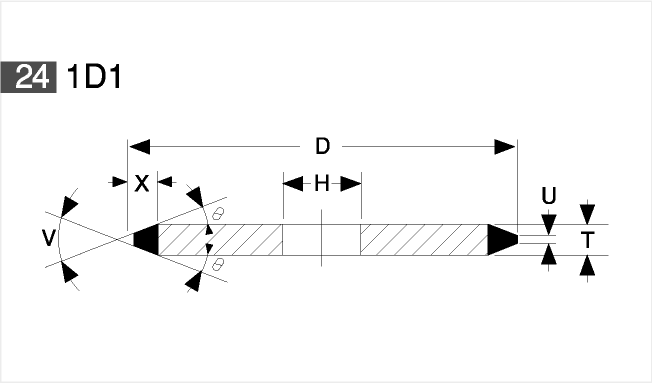
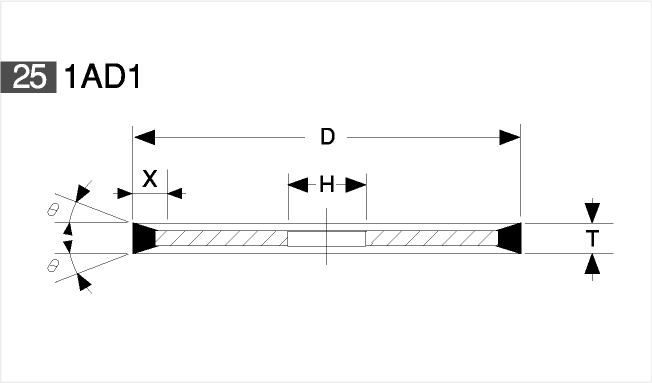
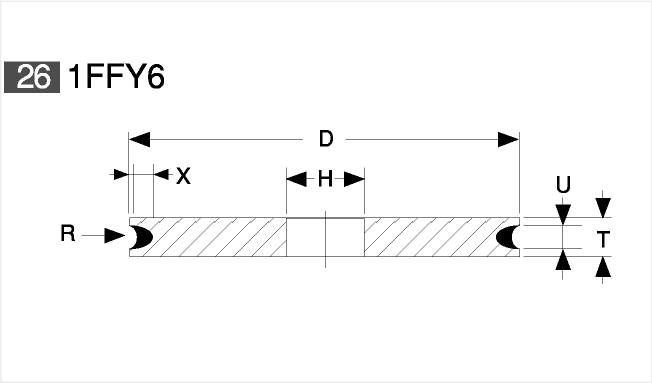
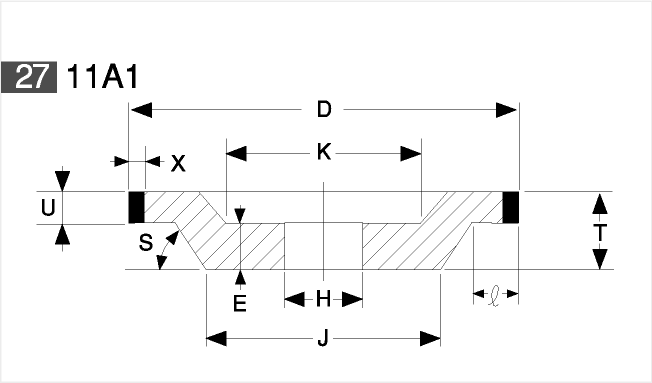
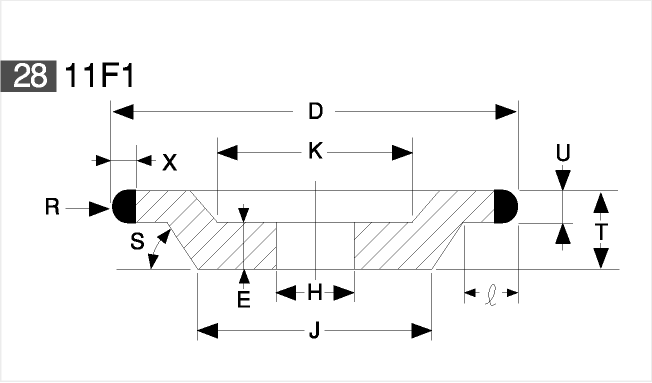
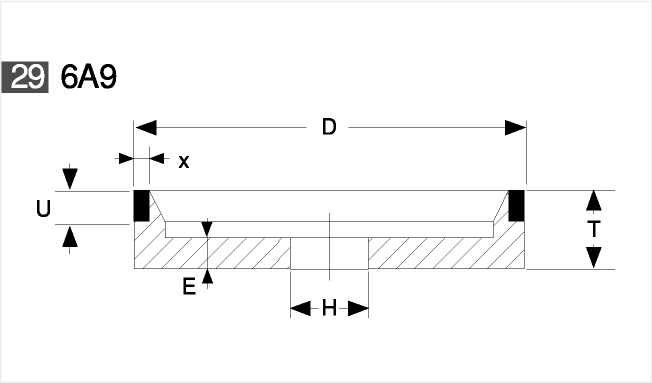
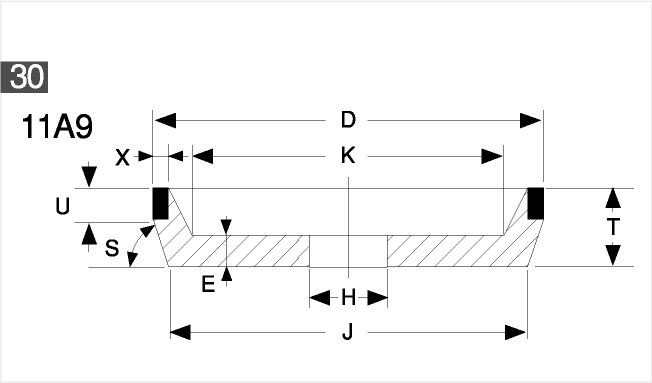
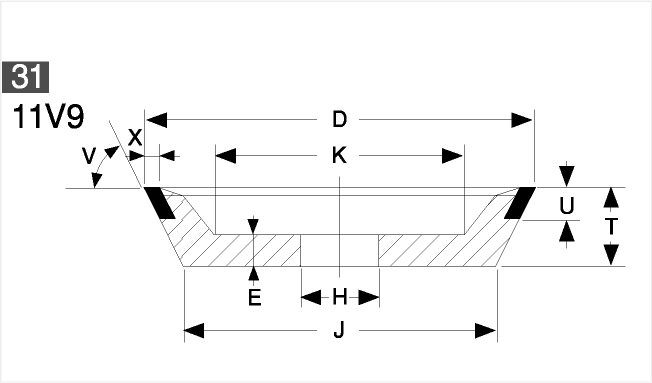
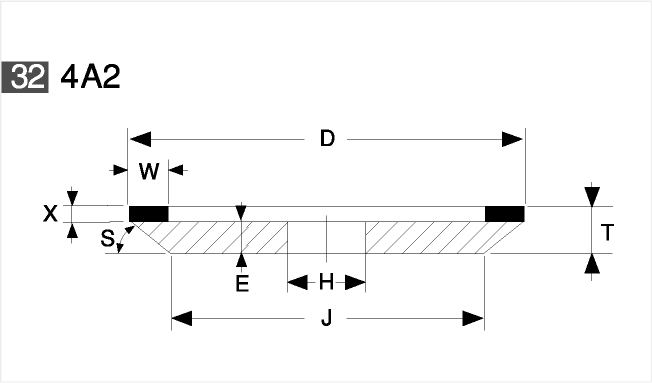
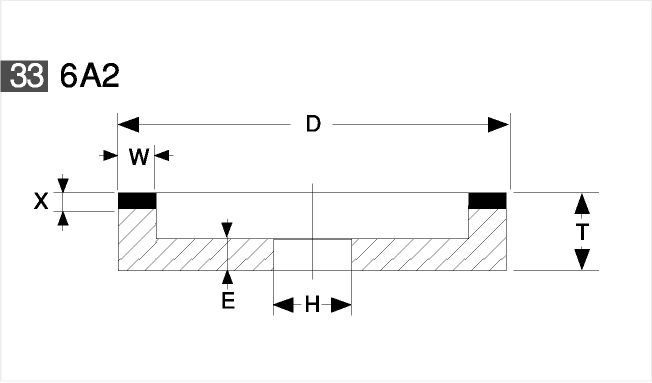
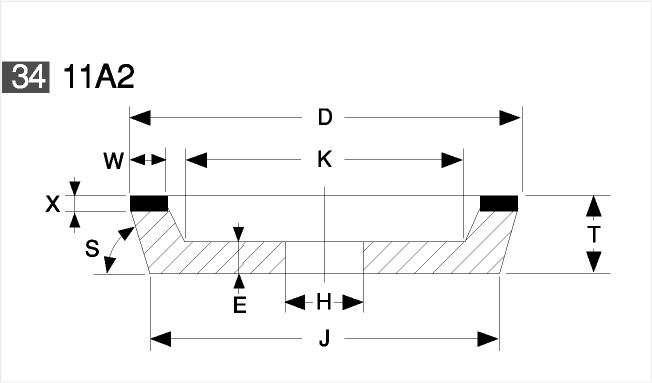
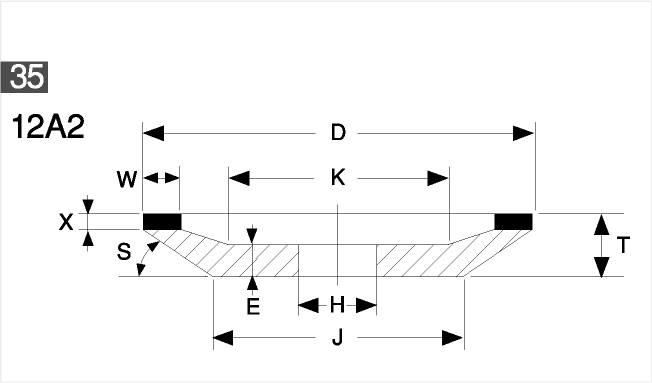
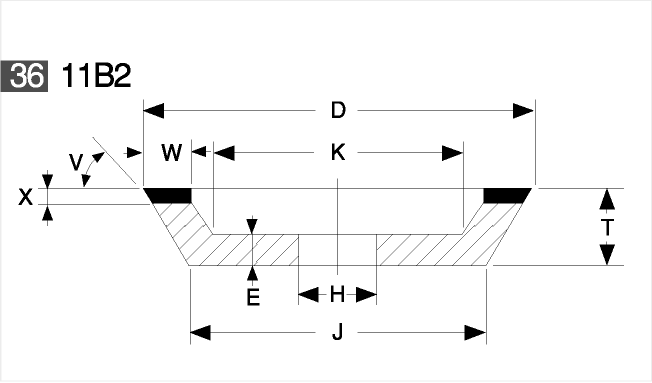
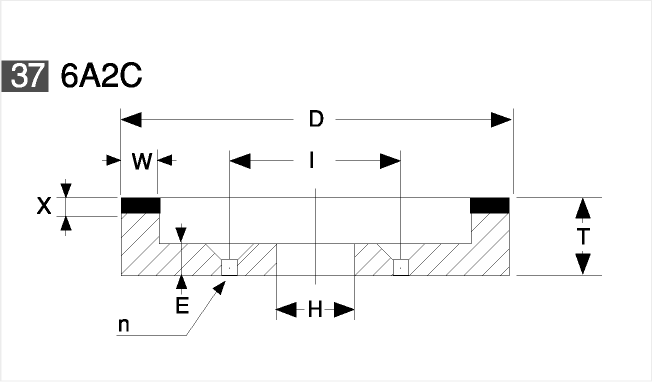
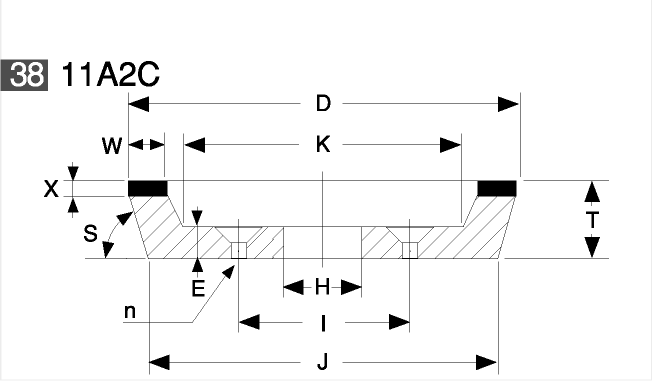
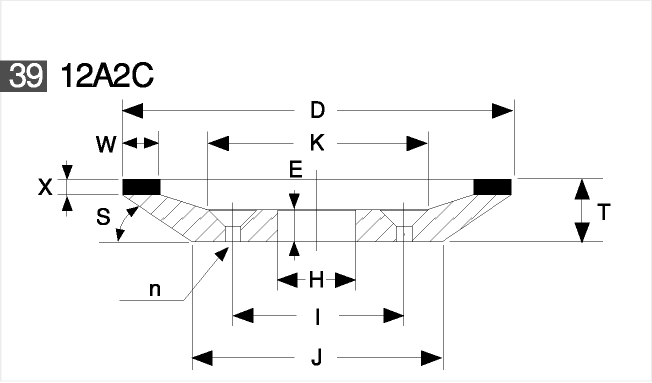
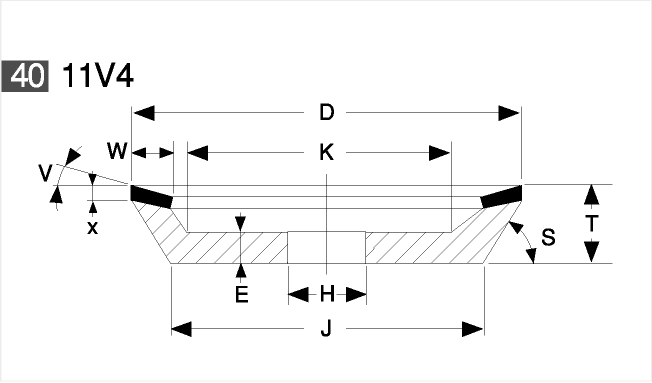
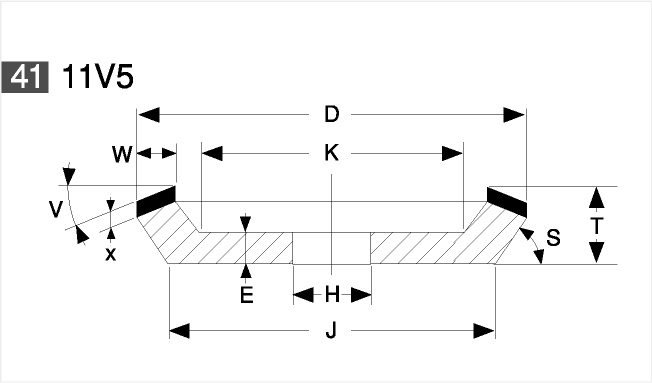
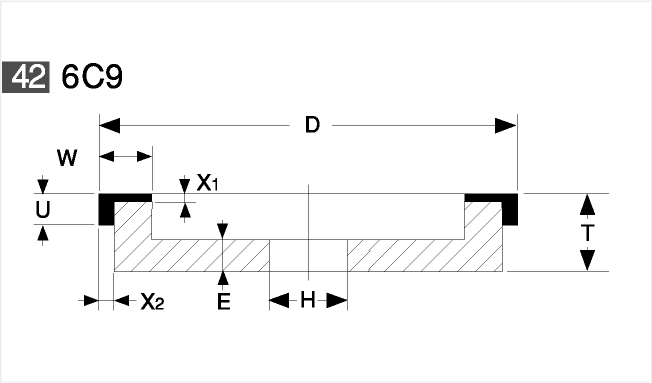
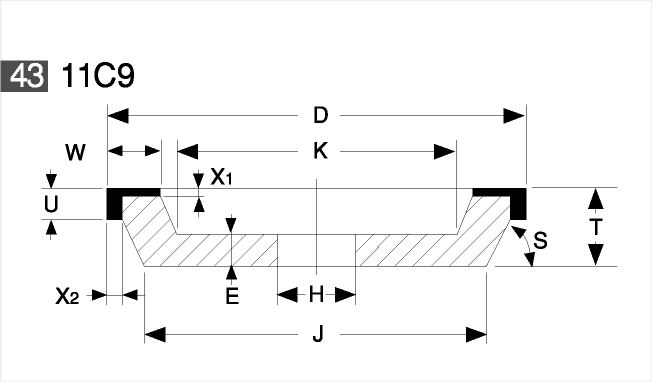
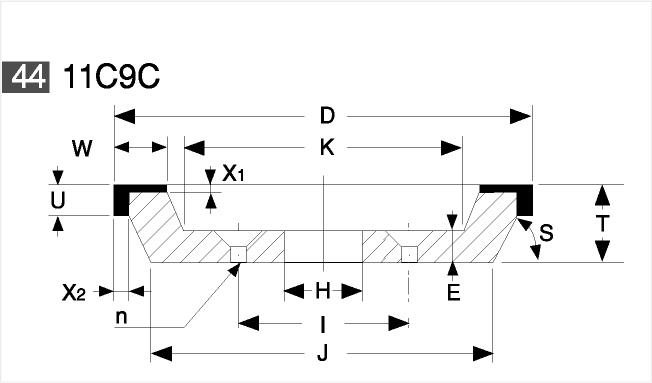
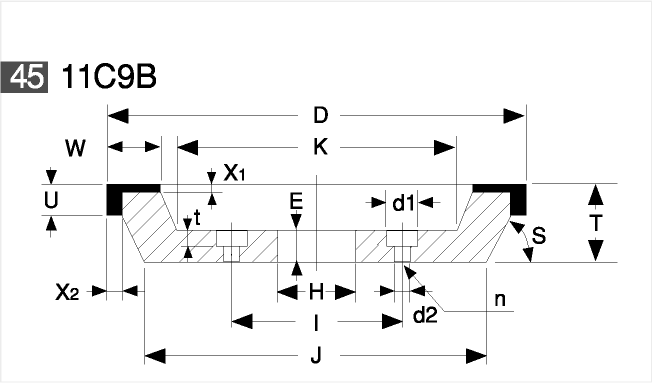
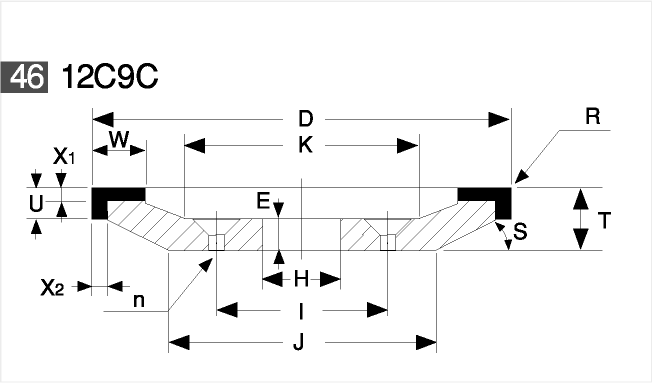
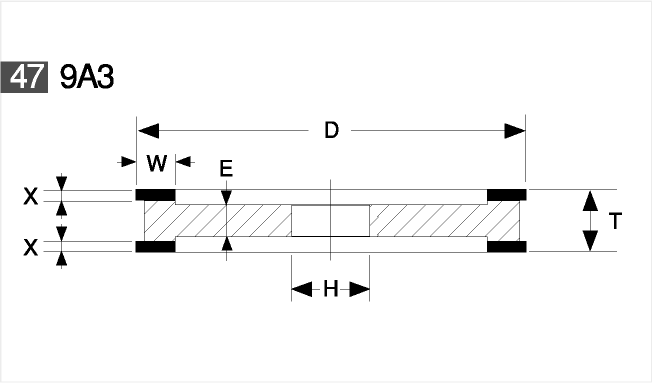
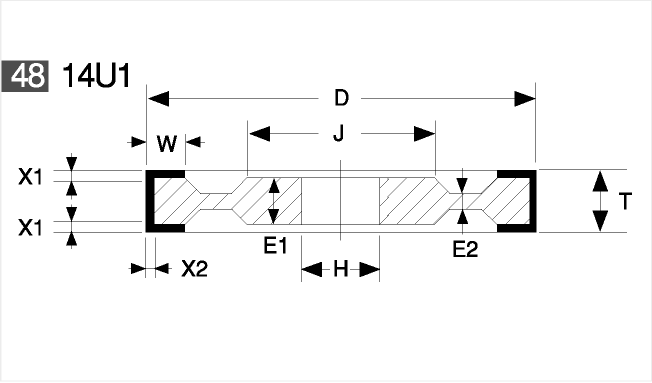
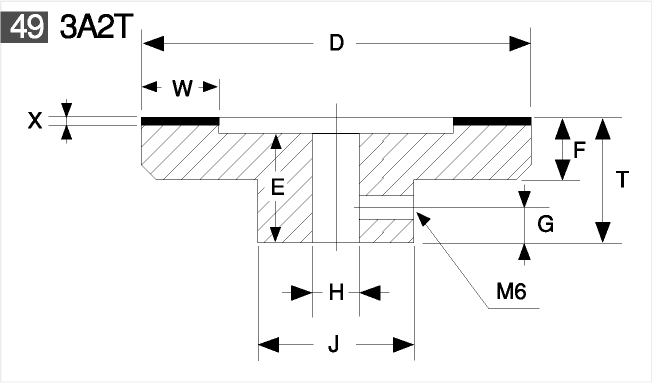
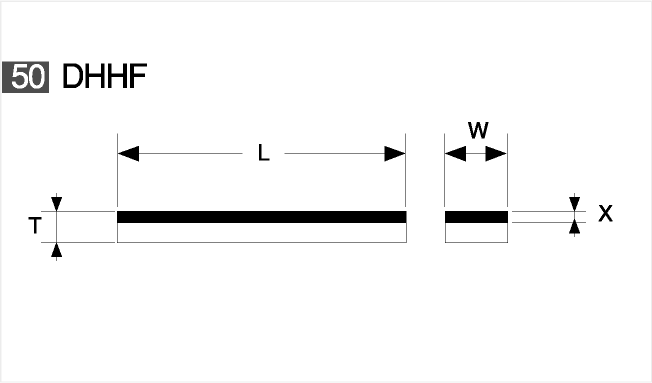
ホイールの基本形状
※各々の基本形状をクリックすると拡大します。

ダイヤモンド&CBN砥粒

人造ダイヤモンド
粒度(サイズ)は砂粒大とお考え下さい。
ダイヤモンド・CBN砥粒とも種類は一つではありません。何十種類もの中から使用目的、使用条件等に最も適った最適砥粒が選ばれます。
ホイールの構造

ホイールは台金と砥粒層から造られています。この砥粒層は長年にわたる研究開発で、用途に最適な原料を最高の状態で焼結しています。その構成はホイール表面に表示されています。
ホイールの表示 (ホイール表面に刻印されています。)
ホイール表面に以下のような砥粒層の構成内容が表示(刻印)されています。

| ダイヤモンドの 種類 |
粒度 | 結合度 | 集中度 | 結合剤(ボンド) | ダイヤ モンド層 |
||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
|
|
|
1.0(mm) 1.5(mm) 2.0(mm) 3.0(mm) 4.0(mm) 5.0(mm) |
ダイヤモンドホイール&CBNホイールボンドとは?
超砥粒と呼ばれるダイヤモンドやCBN砥粒は用途に最適なボンドと一緒に焼き固められ砥粒層を作っています。
ご使用目的に適った最適なホイールを選ぶには、まず第一に使用目的、使用条件に最も適ったボンドを選ぶことが必要です。
| ボンド | 特 徴 | 主用途 | ||
|---|---|---|---|---|
| R:レジン (Resin) |
特殊樹脂を焼結したもので、切れ味が良く荒研削に最適です。 | RV | PG用等先端エッジ耐摩耗性、耐熱性抜群。 | ダイヤモンド 超硬質合金 仕上研削用 フェライト・石材 重研削用 セラミック・硝子 総形工具類 サーメット・コンパクト工具 超硬+鋼同時研削 CBN 特殊工具鋼・ハイス鋼 浸炭焼入鋼・ダイス鋼 |
| RX | 重研削、荒研削から仕上げ研削用。 | |||
| RH | 重研削、荒研削から仕上げ研削に最適。 | |||
| RD | 研削性抜群 | |||
| RJ | ソフトな研削性 | |||
| M:メタル (Metal) |
金属粉末を焼結したもので耐熱性、耐摩耗性に富み寿命が長いので寸法精度が良い。 | MVD | メタルボンドの最上級品で、耐摩耗性に最も優れている。 | |
| MKD-S | 耐摩耗性に優れ、長時間無人運転に最適です。 | |||
| MKD | ソフトメタルで研削性に優れています。 | |||
| MD | 一般ボンドで安価で荒加工用に適します。 | |||
| PF:メタル系 | PF | 薄溝加工用で高精度に加工できます。 | ||
| V:ビトリファイド (Vitrified) |
セラミックを焼結したもので、適度な気孔があり切れ味が良い。 | V | 把持力が強く、切れ味が良いので主としてハンドストーン用として彫金刃物研ぎに最適です。 | |
| P:電着 (Electro-plated) |
電子電鍍法により、従来の2~3倍の寿命をもたらす。 | P | 複雑な形状も可 コスト節減 |
|
※Dは乾式